- _Headquarters - English
- Argentina - Español
- Australia - English
- Austria - Deutsch
- Belarus - Русский
- Belgium - Français
- Belgium - Nederlands
- Brazil - Brasil-Português
- Bulgaria - Български
- Canada - English
- Canada - Français
- China - 中文简体
- China(Taiwan) - 中文繁体 (Taiwan)
- Colombia - Español
- Croatia - Hrvatski
- Czech Rep. - Česky
- Denmark - Dansk
- Finland - suomi
- France - Français
- Germany - Deutsch
- Hungary - Magyar
- India - English
- Israel - עברית
- Italy - Italiano
- Japan - 日本語
- Kazakhstan - Русский
- Mexico - Español
- Morocco - Français
- Poland - Polski
- Portugal - Português
- Romania - Română
- Russia - Русский
- Serbia - Српски
- Slovakia - Slovencina
- Slovenija - Slovenšcina
- South Africa - English
- South Korea - 한국어
- Spain - Español
- Sweden - Svenska
- Switzerland - Deutsch
- Switzerland - Français
- Switzerland - Italiano
- Thailand - ไทย
- The Netherlands - Nederlands
- Turkey - Türk
- UAE - English
- UK - English
- Ukraine - Український
- USA - English
- Vietnam - Tiếng Việt
Focusing on Cost-Effective Cutting Tools
"Price is what you pay. Value is what you get." - Warren Buffett
In the modern metalworking industry, tungsten carbide has become the most commonly used cutting material. With significantly greater hardness, abrasion resistance, and thermal strength compared to traditional high-speed steel (HSS), tungsten carbide allows for substantially higher cutting speeds, resulting in increased metal removal rates (MRR) and enhanced productivity.
Advances in coating technology, in which a thin layer of coating material with a microhardness exceeding that of tungsten carbide is applied, have transformed the natural relationship between hardness and toughness in cutting materials. When coated, tungsten carbide demonstrates higher wear resistance than uncoated carbide of the same toughness. This improvement has further contributed to productivity gains. Today, the majority of carbide tools, whether solid or featuring indexable inserts, use coated tungsten carbide as the primary material for cutting edges.
However, in recent years, the metalworking industry has faced a new problem: the significantly rising prices of tungsten-containing materials. There are a variety of reasons, often interrelated, for this increase, most of which are related to economic and political factors. China, for example, is the main supplier of tungsten, accounting for around 80% of global production. As a result, any changes in China’s export policy or mineral resource regulations have a direct impact on pushing prices up. In addition, there is considerably higher demand for tungsten from other industrial sectors, mainly electronics as well as aerospace and defense. The current geopolitical situation and the logistics disruptions affecting the supply chain further contribute to the rising prices.
Understandably, this price increase impacts tooling investment and results in a higher proportion of cutting tool outlays within overall machining expenditures. Naturally, under these conditions, manufacturers are seeking ways to reduce tooling-related spending, more frequently considering alternative chip approaches. At the same time, it is important to bear in mind that cutting tools, despite their relatively small share in overall machining costs, can be a powerful means to boost productivity and thus lower the actual cost of production. Hence, the new challenge for cutting tool manufacturers is to provide cost-effective solutions that address the difficulties caused by the sharp rise in tungsten prices in the global market. Ultimately, cost-effectiveness and achieving optimal value are key.
In such circumstances, the metalworking industry places greater emphasis on the affordability of cutting tools and seeks ways to enhance their value for money. On the one hand, this logically requires adopting advanced technologies, revising existing processes, introducing more effective machining strategies, and improving tool management at the machine shop. On the other hand, the industry looks to cutting tool manufacturers for an appropriate response, particularly regarding how they will address rising tungsten prices.
So, what do tool manufacturers have in their arsenal to meet this challenge? There are several possible responses.
Alternative Hard Cutting Materials
One approach is the expanded use of alternative hard cutting materials such as cermets and ceramics. These materials undoubtedly offer significant advantages over tungsten carbide, featuring higher hardness and greater heat resistance. However, their application is limited by several factors: they are more brittle, less tough, and more sensitive to unstable machining conditions.
Extra-hard materials like cubic boron nitride (CBN) and polycrystalline diamond (PCD) provide excellent wear resistance, but they are very expensive. Moreover, compared to tungsten carbide, their application range is not as broad: CBN is mainly used for machining hard steels, cast iron, and high-temperature superalloys (HTSA), while PCD is effective primarily for cutting non-ferrous materials such as aluminum, copper alloys, and composites.
Advanced Coatings
A second strategy is the development of wear-resistant protective coatings. Innovations in this field have enabled newly engineered coated carbide grades to achieve increased tool life. In addition, the most advanced coatings can maintain the same tool life even in grades with reduced tungsten carbide content. Nevertheless, applying the latest coating technologies requires specialized equipment and processes, leading to additional production costs, which can, in turn, affect the final price of the tools.
Optimized Tool Design Another solution to address the challenge involves optimizing tool design. For example, adopting assembled tool concepts with replaceable tungsten carbide cutting parts allows for more rational use of carbide material and increases both flexibility and efficiency. Likewise, inserts featuring shapes that maximize the number of indexable cutting edges help extend tool life and material usage. In practice, inserts are often used at much shallower cutting depths than their maximum capacity allows. In addition, modern workpiece fabrication methods, such as precision casting, forging, and injection molding, make it possible to produce workpieces that that closely match final part profile. This reduces the amount of material that needs to be removed during machining. As a result, tools fitted with smaller inserts are increasingly in demand. Miniaturizing insert size presents a valuable opportunity to conserve tungsten material. And, of course, the nonstop development of optimized cutting and chip-forming geometries continues to improve machining efficiency, increase tool life, and thereby reduce tungsten consumption.
ISCAR’s Innovations
In this context, the program offered by ISCAR, one of the leading tool manufacturers, speaks for itself and is of particular interest.
ISCAR’s MULTI-MASTER is a family of assembled tools with exchangeable carbide cutting heads (Fig. 1) that has been on the market since the beginning of the century. It provides an excellent example of cost-effectiveness and versatility. The family concept, where a single tool body (referred to as a shank in MULTI-MASTER terminology) can accommodate a variety of heads, and each head is compatible with multiple shanks, not only conserves tungsten carbide, but also allows for optimized tool configurations tailored to specific machining operations. This system simplifies customization, reduces the need for special tools, and minimizes tool stock requirements.
In holemaking, the SUMOCHAM drill family and its derivatives employ a similar design principle: an assembled tool with a replaceable tungsten carbide cutting head. A head can be mounted on shanks with different overhangs, ensuring most suitable tool choice according to the required drilling depth. The use of replaceable heads reduces the demand for a large drill inventory. Further development of the SUMOCHAM family has led to the application of this principle to counterboring as well.
Both product ranges, MULTI-MASTER and SUMOCHAM, feature extremely rigid head clamping that brings the assembly’s dynamic behavior very close to, or even the same as, that of a solid tool. Moreover, the products address a common challenge in machining operations: the time-consuming process of changing worn tools. In these tool families, only the head needs replacement, which can be carried out swiftly and without extra setup procedures. Such a NO-SETUP-TIME design concept allows for the head to be replaced without withdrawing the tool from the machine spindle, significantly reducing machine downtime and providing added value.
By applying the indexable design concept to miniature tools, as well as to tools intended for machining at shallow cutting depths, ISCAR has developed a wide variety of products, particularly in its milling line. The company’s portfolio includes families such as MICRO-3-FEED (Fig. 2) for efficient high-feed milling (HFM), and recent additions to the popular HELITANG and HELI-3-MILL lines, featuring portable cutters with mini inserts for square shoulder milling, among other solutions. Notably, many of these small-in-diameter cutters are designed as endmill heads, allowing them to be mounted on MULTI-MASTER shanks. This significantly expands the application range of both product types. In addition, some heads feature a threaded connection for clamping with ISCAR’s FLEXFIT multifunctional modular system, offering greater value.
In the turning line, the LOGIQ-4-TURN family has been expanded with tools featuring a smaller-sized (06) insert (Fig. 3). This double-sided insert not only makes efficient use of tungsten carbide by providing four indexable cutting edges but is also suitable for clamping with either a screw or a lever, depending on the tool design. Such a smart, cost-saving solution is especially advantageous for turning operations producing miniature parts on Swiss-type machines and compact lathes.
For ISO turning applications that require cuts significantly shallower than the maximum cutting depth of standardized ISO inserts, ISCAR has developed the FLASH-TURN family of tools with smaller-sized inserts. This primary option for reducing tooling costs in ISO turning is engineered to maximize edge utilization and lower the cost per part while maintaining performance.
In the parting and grooving segment, DO-GRIP products with thin, reversible inserts (Fig. 4) show considerable promise. The narrow inserts offer two indexable cutting edges and enable precise, small-width cuts ranging from 0.8 to 1.2 mm (0.031 to 0.047"). These material-saving features ensure economical use of both tungsten carbide and the workpiece material, specifically when parting/grooving tubes or thin-walled components.
The multi-edged insert design offers significant cost-effectiveness. As a well-established "classic" strategy for maximizing the utilization of cutting material, tool design engineers adopt this approach whenever possible. Among ISCAR’s latest innovations, a recent addition to the PENTACUT family -a range of parting and grooving tools with star-shaped inserts - is particularly noteworthy. The newcomer features mini inserts with a 17 mm (0.67") inscribed circle diameter and a cutting width ranging from 1.5 to 2.5 mm (.059 to .098"). The mini PENTA products deliver clear cost-saving advantages: five cutting edges and the ability to produce narrow cuts, which minimizes material waste during parting of small-diameter workpieces and grooving, especially in next-to-shoulder applications.
Multifunctional tooling enables different machining operations to be performed with a single tool. Such “all-in-one” solutions are a substantial means of reducing metal-removal costs and increasing profitability. QUICK-D-MILL indexable tools, which combine milling and drilling capabilities, perfectly demonstrate the effectiveness of multifunctional design. Double-toothed, right-hand cutters equipped with two rectangular-shaped indexable carbide inserts form the core of the QUICK-D-MILL concept (Fig. 5). Each insert features four cutting edges and can be used for both central and peripheral cutting, thereby optimizing utilization, reducing the frequency of replacements, and lowering costs. During drilling, the cutter operates with one effective tooth, while milling is accomplished with two effective teeth, offering a significant functional advantage. The new endmill designs are available in diameters ranging from 16 to 32 mm (0.625–1.25"), making them strong, cost-effective competitors to solid carbide tools. For added versatility, a MULTI-MASTER head configuration option is also available, featuring pinpointed internal high-pressure coolant (HPC) supply.
Rising tungsten prices are challenging the metalworking industry, pushing manufacturers to find more cost-effective cutting too solutions while maintaining productivity. Innovative approaches, such as those offered by ISCAR, are increasingly focused on maximizing output and reducing tooling expenses in response to these demands.
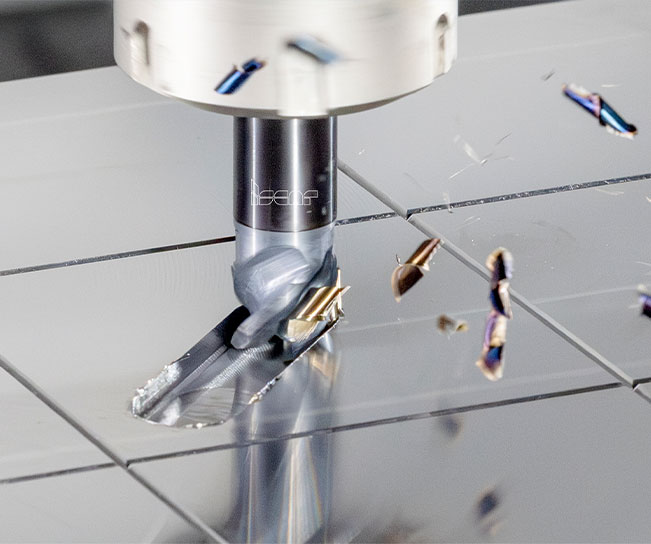 Fig.1
Fig.1
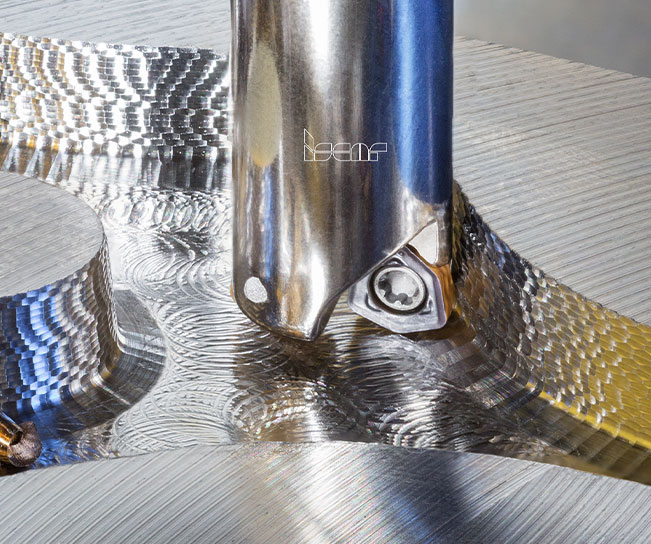 Fig.2
Fig.2
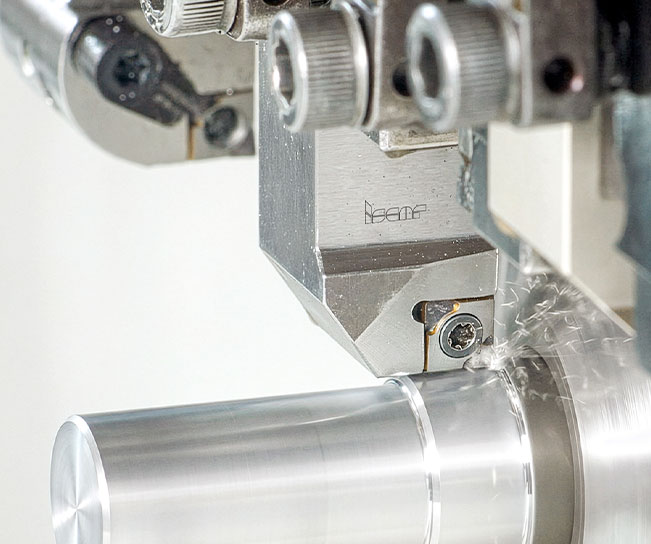 Fig.3
Fig.3
 Fig.4
Fig.4
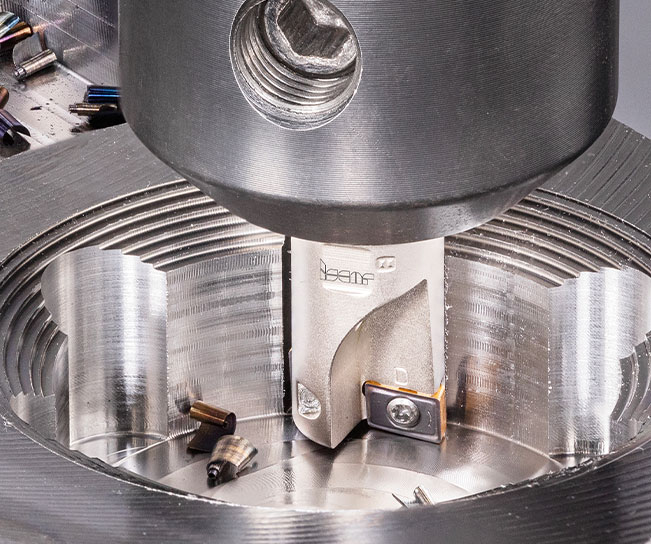 Fig.5
Fig.5